If your maintenance crew spends over 40 hours every year re-painting safety lines that inevitably peel under heavy forklift traffic, you aren’t managing a facility; you’re managing a recurring expense. You know that floor delamination and faded paths of egress aren’t just aesthetic issues. They are significant risks that lead to OSHA fine anxiety and avoidable operational downtime. Since 1994, we’ve helped managers replace these temporary fixes with high-performance epoxy systems that prioritize functional outcomes over constant maintenance cycles.
This guide provides the technical roadmap to leverage industrial coatings for a durable, “one-and-done” floor marking solution. You’ll learn how to transform porous concrete into a high-visibility surface through proper diamond grinding (mechanically profiling the slab for a permanent bond) and the application of specialized resins. We’ll walk through the selection process for safety-conscious systems that ensure your warehouse remains compliant and efficient while protecting your long-term budget.
Key Takeaways
- Discover why a two-part thermosetting polymer provides the high-strength chemical bond necessary to outperform standard floor paint in high-traffic industrial settings.
- Select the correct epoxy grade for your specific environment, distinguishing between standard 100% solids and high-performance Novolac systems for extreme chemical resistance.
- Compare resin types like MMA and polyurethane to choose the right curing speed and thermal profile for your facility’s unique operational requirements.
- Avoid costly installation failures by understanding Concrete Surface Profile (CSP) levels and the technical necessity of proper surface preparation for long-term adhesion.
- Enhance facility safety and compliance by aligning floor markings and paths of egress with OSHA 1910.22 standards for walking-working surfaces.
What is Industrial Epoxy and Why Does It Outperform Floor Paint?
Industrial epoxy is a two-part thermosetting polymer consisting of a resin and a hardener. When these components mix, they trigger a chemical reaction known as cross-linking. This process creates a high-strength bond that transforms the liquid into a rigid, durable plastic surface. Unlike standard acrylic paints that rely on simple evaporation to dry, this system cures into a structural layer. For a more technical Epoxy resin overview, facility managers can review the molecular structures that make these systems superior for heavy-duty applications. StripeGuys has utilized these high-performance materials since 1994 to solve floor failures in 24/7 operations.
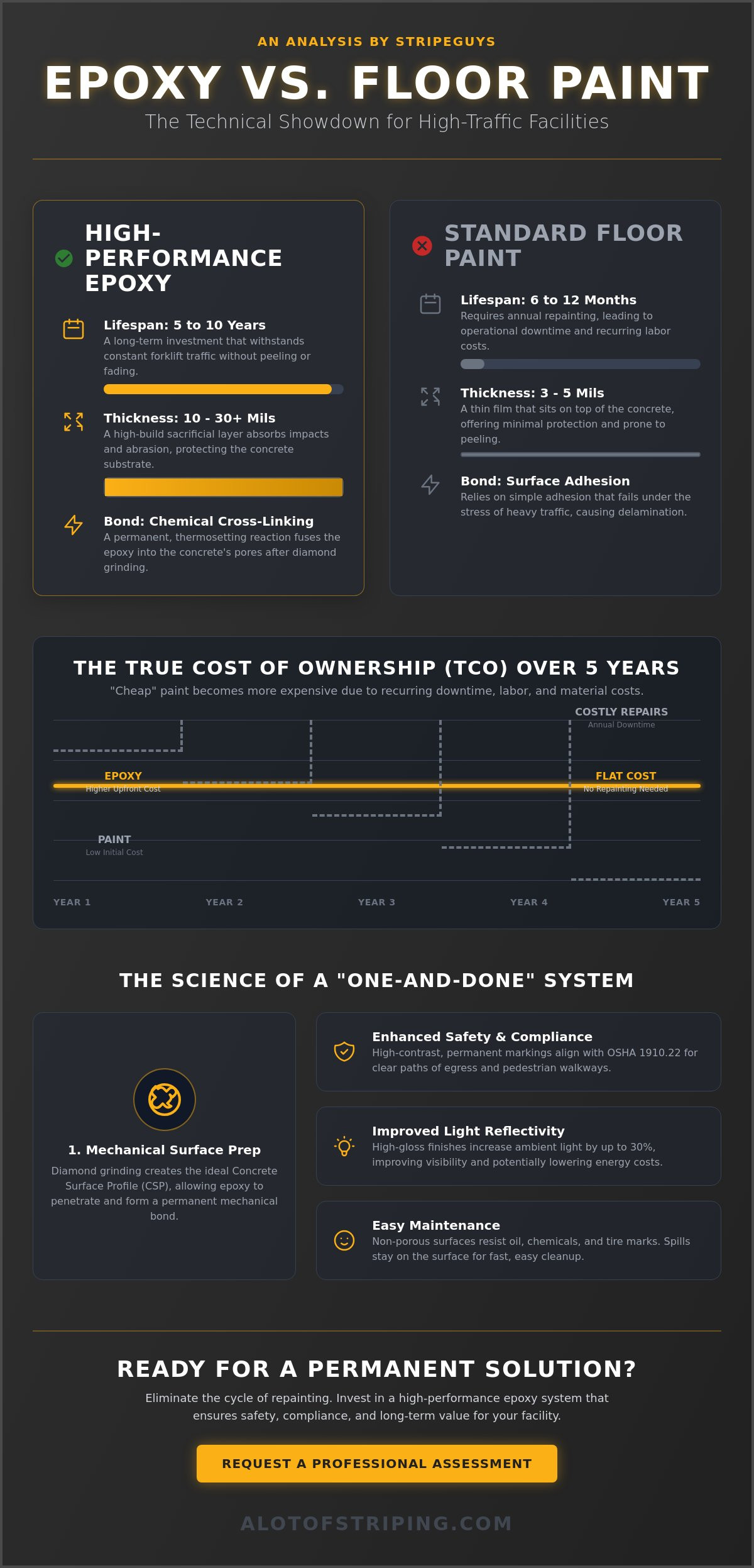
Many managers choose floor paint to save money upfront, but this often leads to a higher total cost of ownership (TCO). Standard paint frequently peels under forklift traffic within 6 to 12 months, requiring constant touch-ups and downtime. In contrast, a professionally installed epoxy system typically lasts 5 to 10 years in high-volume distribution centers. This longevity ensures that organizational flow remains uninterrupted, as crews don’t have to clear out racking or stop production for annual repainting cycles.
Epoxy Resin vs. Standard Floor Paint
The primary difference lies in the film thickness and the bond type. Standard traffic paint is often applied at 3 to 5 mils (thousandths of an inch) and loses volume as it dries. High-build systems are applied at 10 to 30 mils, providing a sacrificial wear layer that absorbs the impact of a 5,000-pound forklift or dropped pallets. We achieve a permanent mechanical bond by diamond grinding the concrete (roughing up the smooth surface) before application. This allows the polymer to root into the porous substrate, preventing the delamination common with thin-mil paints.
The Functional Benefits for Large-Scale Facilities
Large facilities benefit from specific physical properties that paint cannot replicate:
- Improved Light Reflectivity: High-gloss finishes can increase brightness by 30%, which often allows facilities to reduce overhead lighting usage and cut energy costs.
- Non-Porous Surfaces: The cured surface resists oil, chemical spills, and stubborn tire marks. Because the material is non-porous, 100% of the spill stays on top for easy cleanup rather than soaking into the concrete slab.
- Enhanced Safety: We use high-contrast color coding to define paths of egress and pedestrian walkways. This keeps employees safe by providing clear, permanent visual boundaries that don’t fade under heavy scrubbing.
Our commitment to safety, quality, and communication ensures your facility meets modern industrial standards. By choosing a material built for the physical realities of a warehouse, you protect both your budget and your personnel.
Technical Composition: Selecting the Right Epoxy Grade
Since 1994, our team has helped facility managers navigate the complex chemistry of floor coatings to ensure long-term durability. Selecting the right epoxy grade depends entirely on your environment’s specific stressors, such as heavy forklift traffic or frequent chemical spills. Water-based epoxies are typically too thin for industrial use, while solvent-based versions often produce harsh fumes that disrupt facility operations. For most heavy-duty applications, we utilize 100% solids epoxy because it provides the maximum bond strength and impact resistance.
The term “solids content” refers to the amount of material that remains on the floor after the coating has fully cured. In a 100% solids system, the wet thickness you apply is exactly what you get once it hardens. This prevents the shrinking and thinning that leads to premature failure in cheaper alternatives. Safety remains a core value during this technical selection process. This CDC Guide to Epoxy Hazards details the dermatitis and respiratory risks associated with uncured resins, highlighting why our technicians use specialized PPE and strict ventilation protocols during the installation phase.
Understanding 100% Solids and High-Build Systems
100% solids epoxy is the industry standard for warehouse striping and floor resurfacing due to its high-build capabilities. A high-build coating is defined as a system exceeding 10 mils in a single pass. Because these systems lack evaporating solvents, they have extremely low VOC (Volatile Organic Compound) levels. This allows us to complete installations in active food-grade or pharmaceutical facilities without compromising indoor air quality for your employees. If your facility requires clear boundaries that won’t chip under 10,000-pound forklift loads, you can consult with our team about high-build specifications.
Chemical and Thermal Resistance Properties
Standard coatings often fail in specialized zones like battery charging stations or cold storage. In these areas, we recommend Novolac epoxy, which is engineered for extreme chemical and thermal resistance. This material protects the underlying concrete from corrosive battery acids and prevents delamination during thermal shock (rapid temperature changes during wash-downs). We often start the process by applying a densifier, which is a chemical hardener that fills the concrete pores to create a more stable base. For loading docks with high sunlight exposure, we integrate UV-stable additives to ensure your safety markings don’t yellow or “chalk” over time. This technical approach ensures your paths of egress remain visible and durable for years, not just months.
Performance Comparison: Epoxy vs. MMA and Polyurethane
Selecting the right resinous flooring depends on your facility’s environmental constraints and downtime tolerance. Since 1994, StripeGuys has helped managers weigh the chemical properties of different systems to ensure long-term durability. While epoxy remains the industry standard for general warehousing due to its superior bond strength and cost-efficiency, specialized environments often require MMA or polyurethane to meet specific performance benchmarks. We focus on functional outcomes that keep your facility compliant and operational.
In a 24/7 operational environment, the lifespan of these materials varies based on mechanical load. A standard epoxy system typically lasts 5 to 10 years before requiring a refresh, whereas a system reinforced with specialized top-coats can extend that window by 30 percent. Our commitment to safety, quality, and communication ensures we select the material that minimizes your operational disruptions while maximizing your budget.
When to Use MMA (Methyl Methacrylate)
MMA is the primary solution for facilities that cannot stop production for long periods. It offers a “cold-cure” advantage, allowing our teams to apply safety markings in industrial freezers reaching -20°F without shutting down the cooling units. This prevents the logistical nightmare of relocating temperature-sensitive inventory. The 1-hour cure time ensures a rapid return-to-service for high-traffic thoroughfares, meaning your forklifts are back on the floor before the next shift starts. Managers should prepare for two specific trade-offs:
- Higher material costs compared to standard resins.
- Strong, pungent odors during application that require robust ventilation to protect personnel.
The Role of Polyurethane and Polyaspartic Coatings
We often recommend using polyurethane as a protective shield over base layers. This “top-coat” strategy utilizes the high scratch resistance of polyurethane to defend against the constant abrasion of pallet jacks and forklift tires. Polyurethane also provides better flexibility (the ability to move without cracking), which helps the coating handle the natural expansion and contraction of concrete slabs. This prevents the brittle failure often seen in rigid systems under heavy thermal stress.
For projects requiring both speed and UV resistance, polyaspartics offer a middle ground. These coatings cure faster than standard resins while preventing the ambering or yellowing that occurs in sunlit loading docks. By choosing the right chemical profile, you ensure your paths of egress and safety zones remain visible and intact for years, not just months. We prioritize the physical realities of your forklift environment to deliver a floor that survives the daily grind of industrial life.
Ensuring Longevity: The Science of Surface Preparation
Surface preparation is the single most important factor in the success of an epoxy system. Industry data from the International Concrete Repair Institute (ICRI) indicates that over 80% of all coating failures result from improper substrate preparation. If the bond fails, the floor will peel, regardless of the material quality. We focus on the Concrete Surface Profile (CSP), a standardized scale from 1 to 9 that measures the texture of the slab. While a CSP 1 is nearly smooth, a CSP 9 indicates a very rough, aggregate-exposed surface. Most industrial coatings require a CSP level between 3 and 5 to create a permanent mechanical anchor.
We also emphasize the mechanical removal of old lines and existing coatings. This ensures we reach virgin concrete, as any leftover paint or oil acts as a bond-breaker. Without this step, the new resin sits on top of a failing layer rather than integrating with the slab. Additionally, we conduct moisture vapor transmission (MVT) testing. High moisture levels in a concrete slab lead to osmotic blistering, which can destroy an installation in under 12 months. By measuring the pounds of moisture per 1,000 square feet, we determine if a moisture-mitigating primer is necessary to protect your investment.
Mechanical Profiling: Diamond Grinding vs. Shot Blasting
We select the profiling method based on the specific requirements of your facility. Diamond grinding is our preferred method for “roughing up” the smooth surface for thin-to-medium mil systems. It uses rotating diamond-segmented discs to open the pores of the concrete. For heavy-duty applications that face constant forklift traffic, we utilize shot blasting. This process fires steel pellets at the floor to create a deeper, more aggressive mechanical anchor. To maintain warehouse cleanliness, we use HEPA-filtered vacuum systems. This “dustless” requirement is essential for protecting your inventory and staff during the installation process.
The 5-Step Process for a Permanent Bond
Since 1994, we’ve utilized a systematic approach to ensure every project meets our standards for safety, quality, and communication. This process eliminates the logistical stress for facility managers by ensuring a predictable, durable outcome.
- Step 1: Mechanical cleaning and degreasing. We remove all surface contaminants, including oils, greases, and chemicals that prevent adhesion.
- Step 2: Mechanical profiling. We use diamond grinding or shot blasting to achieve the specific CSP level required for your epoxy system.
- Step 3: Repairing cracks and joint stabilization. We use high-strength fillers to bridge cracks and stabilize joints, creating a seamless surface.
- Step 4: Moisture testing. We verify that the slab’s moisture vapor transmission levels are within the safe range for coating.
- Step 5: Final substrate decontamination. We perform a high-efficiency vacuuming and tack-wipe to ensure the surface is completely free of debris before the first coat is applied.
Don’t let poor preparation compromise your facility’s safety and durability. Contact StripeGuys for a professional floor assessment and ensure your coating is built to last.
Professional Implementation: Safety, Quality, and Communication
Executing a floor safety plan requires more than just paint; it demands a technical understanding of how industrial spaces function. Aligning your facility with OSHA 1910.22 standards for walking-working surfaces is the primary step in mitigating workplace injuries. By utilizing high-performance epoxy for safety markings, facility managers ensure that critical boundaries withstand the constant abrasion of 10,000-pound forklifts and heavy pallet drags. These permanent solutions eliminate the need for frequent repainting, which saves on long-term maintenance budgets.
OSHA Compliance and Safety Marking Standards
Standardization is the foundation of industrial safety. We implement a strict color-coding system to ensure immediate recognition of hazards and resources. Yellow defines traffic lanes and physical hazards. Red identifies fire protection equipment and emergency stops. Green marks first aid kits and safety showers. These colors aren’t suggestions; they’re vital tools for split-second decision making in high-traffic zones.
Calculating walkway widths is equally critical for safe pedestrian and forklift co-existence. We ensure walkways provide sufficient clearance, typically maintaining a minimum width of 36 inches or at least two feet wider than the largest equipment in use. Per OSHA requirements, all permanent floor marking visibility must be maintained so that the lines remain clearly defined and free from debris or wear that could obscure their purpose.
- Paths of Egress: These designated exit routes must remain completely unobstructed to ensure a rapid exit during emergencies.
- Pallet Staging: Clearly defined boundaries for storage areas prevent “aisle creep,” keeping inventory from encroaching on thoroughfares.
The StripeGuys Advantage: Since 1994
StripeGuys has operated as a dependable industrial veteran since 1994. With over 29 years of experience in high-profile logistics and manufacturing environments, we’ve refined a process that prioritizes your operational uptime. Our team operates based on the “Safety, Quality, and Communication” triad, ensuring every stakeholder is informed from the initial diamond grinding (roughing up the smooth surface) to the final epoxy topcoat application.
Consistency is a major challenge for companies managing multiple regional hubs. Our nationwide branches solve this by delivering uniform results across your entire logistics network. You get the same level of precision and durability in every location, simplifying your compliance audits and facility maintenance schedules. We don’t just apply coatings; we act as safety-conscious consultants who understand the high stakes of your environment.
Ready to upgrade your facility? Contact StripeGuys for a professional epoxy consultation.
Secure Your Facility’s Operational Performance
Selecting a high-grade epoxy system is a strategic investment in your facility’s long-term efficiency. It’s about more than aesthetics. A durable floor requires technical surface preparation, such as diamond grinding (roughing up the smooth surface), to ensure the coating bonds correctly to the concrete. This process prevents common failures like peeling or delamination under heavy forklift traffic.
StripeGuys has provided these specialized solutions since 1994. We prioritize a triad of safety, quality, and communication to keep your project moving without logistical delays. Our team brings over 29 years of industrial experience to every job, offering nationwide service coverage and expert installation of OSHA-compliant safety markings. We understand the high stakes of industrial environments and focus on functional outcomes that protect your budget.
Get a Professional Quote for Your Industrial Epoxy Project
Your facility deserves a foundation that works as hard as your team does.
Frequently Asked Questions
How long does industrial epoxy take to cure before forklifts can drive on it?
Most industrial epoxy coatings require 72 hours of curing time at 70 degrees Fahrenheit before they can withstand heavy forklift traffic. While the floor feels dry to the touch after 12 to 24 hours, the chemical cross-linking process isn’t complete yet. Operating 5,000-pound forklifts too early leads to permanent wheel marks and compromises the bond. We prioritize your operational schedule to ensure the surface achieves maximum hardness before resuming full facility activities.
Is epoxy floor marking better than using heavy-duty floor tape?
Epoxy floor marking provides a permanent solution that outperforms heavy-duty tape in 90% of high-traffic forklift zones. Tape edges often peel or snag under the friction of turning wheels, creating trip hazards. Since 1994, we’ve seen that inlaid epoxy lines withstand daily scrubbing and chemical exposure better than adhesives. This durability reduces your long-term maintenance costs and ensures that paths of egress remain clearly visible for safety compliance.
What causes epoxy floor coatings to peel or delaminate from concrete?
Improper surface preparation is the primary cause of delamination, specifically failing to achieve a Concrete Surface Profile (CSP) of 3 or higher. If the concrete isn’t diamond ground to “rough up the smooth surface,” the epoxy cannot form a mechanical bond. Moisture vapor transmission rates exceeding 3 pounds per 1,000 square feet also push the coating off the slab. We use moisture meters and professional grinding equipment to prevent these common points of failure.
Can epoxy be applied in cold storage or freezer environments?
Standard epoxy shouldn’t be applied below 50 degrees Fahrenheit, but specialized low-temperature novolac epoxy resins work in environments as cold as -20 degrees. These specialized coatings cure rapidly in walk-in freezers and cold storage hubs without the brittle cracking seen in standard products. Our team selects the specific resin chemistry based on your facility’s thermal cycle to ensure the bond remains intact during temperature fluctuations.
How often do epoxy warehouse lines need to be refreshed?
Industrial epoxy lines typically require a refresh every 3 to 5 years in facilities operating 24/7 with high-volume forklift traffic. In lower-impact areas like pedestrian walkways, these markings often last 10 years or more. We monitor the wear patterns of your facility to recommend a maintenance schedule that balances safety visibility with your annual budget. Regular cleaning with non-abrasive solutions extends this lifespan by removing grit that acts like sandpaper.
What is the difference between 100% solids epoxy and water-based epoxy?
The main difference is that 100% solids epoxy contains no evaporated solvents, meaning the thickness you apply is the thickness that remains after curing. A water-based coating is often only 40% to 50% solids, resulting in a much thinner film that wears down 3 times faster under industrial loads. For warehouse environments, we use 100% solids to provide the impact resistance needed for heavy machinery and pallet dragging.
Does OSHA require specific colors for warehouse floor striping?
OSHA standard 1910.144 requires red for fire-related equipment and yellow for physical hazards like striking against or tripping. While OSHA doesn’t mandate a specific color for all aisle markings, the Safety Color Code suggests yellow for traffic lanes to ensure maximum visibility. Since 1994, we’ve helped managers implement the ANSI Z535.1 standard, which uses a 6-color system to organize facilities and improve communication across the work floor.